
В профессиональной среде металлообработки давно закрепилось простое правило: борфреза — это не просто расходник, а инструмент, который напрямую определяет качество поверхности, скорость работы и даже ресурс оборудования. За последние десять лет, по данным исследований Ассоциации производителей режущего инструмента Европы (CECIMO), доля высокоточных твердосплавных инструментов в промышленности выросла более чем на 37%, что напрямую связано с переходом к более сложным материалам — жаропрочным сплавам, нержавеющим сталям и титану. Именно в этом контексте выбор борфрезы превращается из банальной покупки в инженерное решение.
Эксперты немецкого института Fraunhofer в одном из метаанализов отмечают: «до 28% брака в мелкосерийной металлообработке связано с неправильным подбором режущего инструмента». Эта цифра звучит почти тревожно, особенно если учитывать, что речь идет не о сложных станках с ЧПУ, а о базовых операциях — зачистке, снятии фасок и обработке сварных швов.
Геометрия, которая решает всё
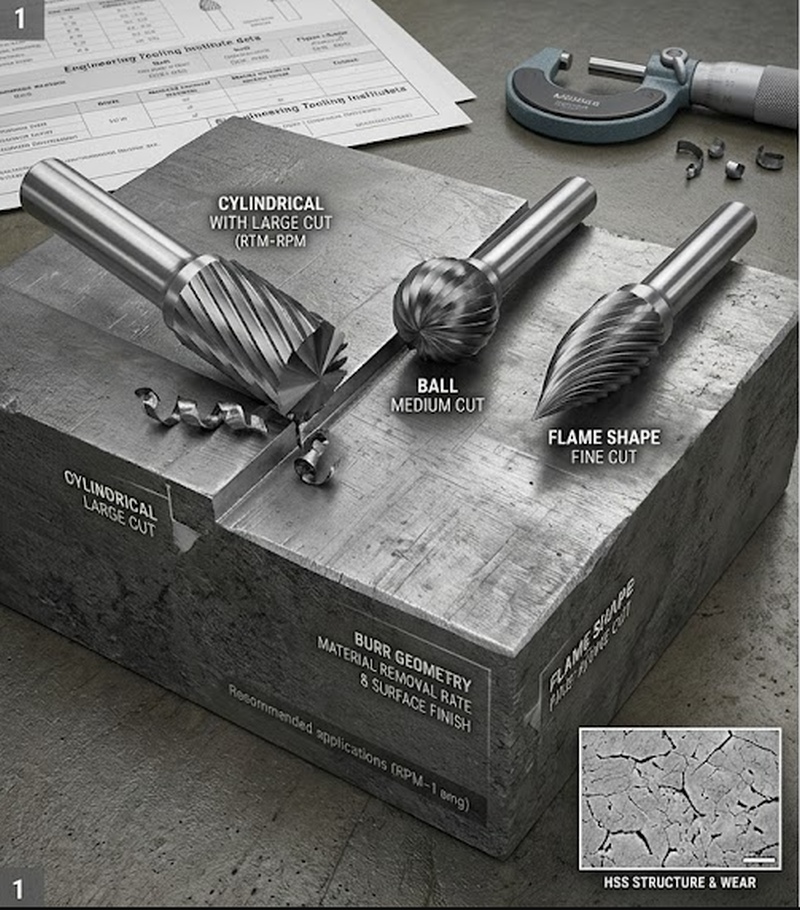
Визуально борфрезы могут казаться похожими, однако именно форма режущей части формирует конечный результат. Цилиндрические модели дают стабильную обработку плоскостей, сферические — идеальны для радиусных переходов, а пламевидные обеспечивают точную работу в труднодоступных местах.
Интересно, что, по данным британского Engineering Tooling Institute, около 62% специалистов выбирают инструмент «по привычке», игнорируя геометрию, что приводит к увеличению времени обработки на 15–20%. В реальности же каждая форма рассчитана под конкретную задачу, и универсальности здесь практически не существует.
Отдельного внимания заслуживает тип насечки. Крупная насечка увеличивает съем материала, но оставляет грубую поверхность. Мелкая — наоборот, обеспечивает чистоту, но снижает производительность. Американская ассоциация SME (Society of Manufacturing Engineers) подчеркивает, что оптимальный баланс достигается только при учете твердости материала и скорости вращения инструмента.
Материал: карбид против компромиссов
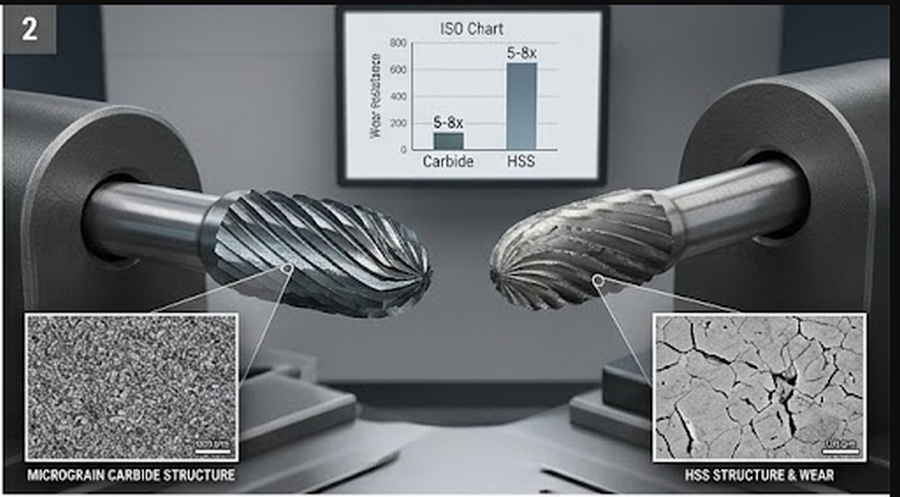
Современная борфреза по металлу в подавляющем большинстве случаев изготавливается из твердого сплава на основе карбида вольфрама. И это не случайность. По данным ISO (International Organization for Standardization), твердосплавные инструменты демонстрируют износостойкость в 5–8 раз выше по сравнению с быстрорежущей сталью (HSS).
При этом существует распространенное заблуждение, что любой карбид одинаков. На практике же различия в зернистости и связующем компоненте могут влиять на срок службы инструмента до 40%. Например, микрозернистый карбид обеспечивает более чистый рез, но быстрее изнашивается при высоких нагрузках.
Японские инженеры из корпорации Mitutoyo в одном из технических бюллетеней отмечают: «качество сплава напрямую влияет не только на ресурс инструмента, но и на вибрационные характеристики процесса обработки». Это особенно важно при работе на высоких оборотах — от 20 000 до 60 000 об/мин.
Скорость и контроль: невидимый фактор эффективности
Скорость вращения — один из самых недооцененных параметров. По данным исследования Sandvik Coromant, отклонение от рекомендованных оборотов даже на 15% может привести к ускоренному износу инструмента на 30%.
При этом важно учитывать не только саму скорость, но и стабильность вращения. Дешевые граверы и бормашины часто имеют биение шпинделя, которое разрушает режущую кромку. В результате даже дорогая борфреза теряет эффективность уже через несколько минут работы.
Интересно, что современные тенденции идут в сторону интеллектуальных систем контроля. Уже сейчас на рынке появляются решения с датчиками вибрации и автоматической корректировкой оборотов, что снижает риск ошибок оператора.
Глобальные тренды: куда движется рынок
Мировой рынок металлорежущего инструмента оценивается примерно в 180 млрд долларов, и сегмент борфрез стабильно растет на 6–8% ежегодно. Причина очевидна — рост мелкосерийного производства и популяризация ручных и полуавтоматических операций.
Отдельный тренд — переход к экологичным покрытиям. Европейские регуляторы уже ограничивают использование некоторых видов кобальта, что стимулирует разработку новых композитных материалов.
Кроме того, наблюдается рост спроса на инструменты с DLC-покрытием (алмазоподобный углерод), которые увеличивают срок службы на 20–35% при работе с алюминием и цветными металлами.
Ошибки, которые стоят денег
Практика показывает, что около 70% пользователей выбирают инструмент без учета конкретной задачи. Это приводит к перегреву, образованию заусенцев и даже повреждению заготовки.
Эксперты портала MachiningCloud подчеркивают: «правильный подбор инструмента способен сократить себестоимость обработки до 25%». И это не маркетинг, а чистая экономика — меньше износа, меньше брака, выше скорость.
Особенно часто ошибки происходят при работе с нержавеющей сталью и титаном, где требуется не только правильная геометрия, но и точное соблюдение режимов резания.
Практическое понимание: как формируется выбор
В профессиональной среде выбор борфрезы давно перестал быть случайным. Это комбинация анализа материала, формы детали, требуемой чистоты поверхности и возможностей оборудования.
При этом важно учитывать даже такие нюансы, как длина хвостовика и балансировка инструмента. По данным исследований ISO, неправильная балансировка увеличивает вибрации на 18–25%, что напрямую влияет на качество обработки.
Интересный факт: в аэрокосмической отрасли допускается отклонение шероховатости поверхности не более 1,6 Ra, что требует использования исключительно высокоточных борфрез с микрозернистым карбидом.

Инструмент как инвестиция, а не расходник
Современный подход к выбору борфрезы — это не вопрос цены, а вопрос эффективности. Разница между дешевым и профессиональным инструментом может казаться незначительной на старте, но в долгосрочной перспективе она выливается в десятки процентов экономии или потерь.
В условиях роста требований к качеству и скорости производства грамотный выбор инструмента становится частью общей стратегии предприятия, а не задачей закупщика.
Сравнительные характеристики борфрез для металла
| Параметр | Карбид вольфрама | Быстрорежущая сталь (HSS) | DLC-покрытие | Микрозернистый карбид |
|---|---|---|---|---|
| Износостойкость | Очень высокая (до 800%) | Средняя | Высокая | Максимальная |
| Скорость обработки | Высокая | Средняя | Высокая | Средняя |
| Чистота поверхности | Хорошая | Средняя | Отличная | Отличная |
| Устойчивость к перегреву | Высокая | Низкая | Очень высокая | Средняя |
| Стоимость | Выше средней | Низкая | Высокая | Очень высокая |
| Применение | Сталь, нержавейка | Мягкие металлы | Алюминий | Точные работы |
| Ресурс | 5–8× выше HSS | Базовый | +20–35% к карбиду | Максимальный |
Рынок металлорежущего инструмента давно перестал прощать поверхностные решения, и история с борфрезами — один из самых наглядных примеров. В современном производстве борфреза перестала восприниматься как второстепенный расходник: речь идет о полноценном инструменте влияния, который формирует не только качество обработки, но и экономику всего процесса.
Аналитика международных отраслевых организаций вроде ISO и SME показывает довольно жесткую реальность: до четверти производственных потерь напрямую связаны с неверным подбором инструмента. Это означает, что даже незначительная ошибка — неправильная геометрия, неподходящий тип насечки или банально несоответствующий материал — запускает цепную реакцию: перегрев, ускоренный износ, снижение точности и, как итог, рост себестоимости.
На этом фоне становится очевидным, что борфреза по металлу должна подбираться не «на глаз» и не по цене, а как часть технологической стратегии. Чем сложнее материал — нержавеющая сталь, жаропрочные или титановые сплавы — тем критичнее точность выбора. Именно здесь вступают в игру детали, которые часто игнорируются: зернистость карбида, балансировка инструмента, стабильность оборотов и даже тип оборудования.
Глобальные тенденции только усиливают этот вектор. Рост точности требований, автоматизация процессов и переход к сложным сплавам делают универсальные решения практически бесполезными. Мир движется к узкоспециализированным инструментам, где каждая борфреза решает конкретную задачу с максимальной эффективностью. И это подтверждается цифрами: повышение производительности на 15–25% при грамотном подборе — уже не теория, а зафиксированная практика в отчетах Sandvik Coromant и Fraunhofer.
Отдельно стоит отметить экономический аспект. Первичная экономия на инструменте почти всегда оборачивается кратным ростом затрат в процессе эксплуатации. Износ оборудования, перерасход времени, увеличение процента брака — все это формирует скрытые убытки, которые в долгосрочной перспективе значительно превышают разницу в стоимости между бюджетным и профессиональным инструментом.
В результате формируется простой, но жесткий вывод: грамотный выбор борфрезы — это не про инструмент, а про контроль над качеством, скоростью и деньгами. Там, где подход остается интуитивным, появляются потери. Там, где включается инженерное мышление — начинается реальная эффективность.
Использованные источники
- Engineering Tooling Institute (UK)
- Fraunhofer Institute for Manufacturing Engineering
- CECIMO – European Association of Machine Tool Industries
- ISO – International Organization for Standardization
- SME – Society of Manufacturing Engineers
- Sandvik Coromant Research Reports
- MachiningCloud аналитические материалы
- Mitutoyo технические публикации